


To maximize the performance of your purging compound you should always completely follow the purge procedure. After cleaning the screw and barrel by using medium to high back pressure, don’t forget to clean the non-return valve.
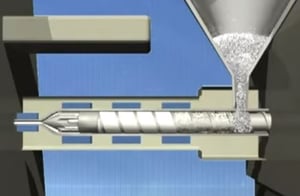
Check rings and ball checks are especially prone to the buildup of carbon, additives and other degraded materials. The contamination in these areas is tough to remove and will often show up after re-starting following a color or material change. The high pressure generated during the injection process helps to break loose the stubborn buildup in and around the check assembly. Unfortunately, it also contributes to your start-up scrap after the color change.
After thoroughly cleaning the screw and barrel, perform a few air shots to clean the check assembly. Rotate the screw back to about half or two-thirds of the shot size. Manually decompress, then manually inject fast air shots. Increase fill rate if necessary, and repeat 2-3 times. The goal is to force as much purge compound through the check assembly as possible. This action will help to insure the check ring assembly is as clean as the rest of the screw and barrel.
Finish purging the remaining compound from the screw and barrel. Load the next production material and you will be ready for a fast, low scrap start-up.



Comments